Electron Beam Welding Process Parameters

Pdf The Influence Of The Input Parameter In Case Of Electron Beam Welding
Electron Beam Welding
Electron Beam Welding Ebw Ppt
Electron Beam Welding
Electron Beam Welding Process Applications And Equipment Ptr Precision Technologies Inc

Pdf Electron Beam Welding Techniques And Trends Review

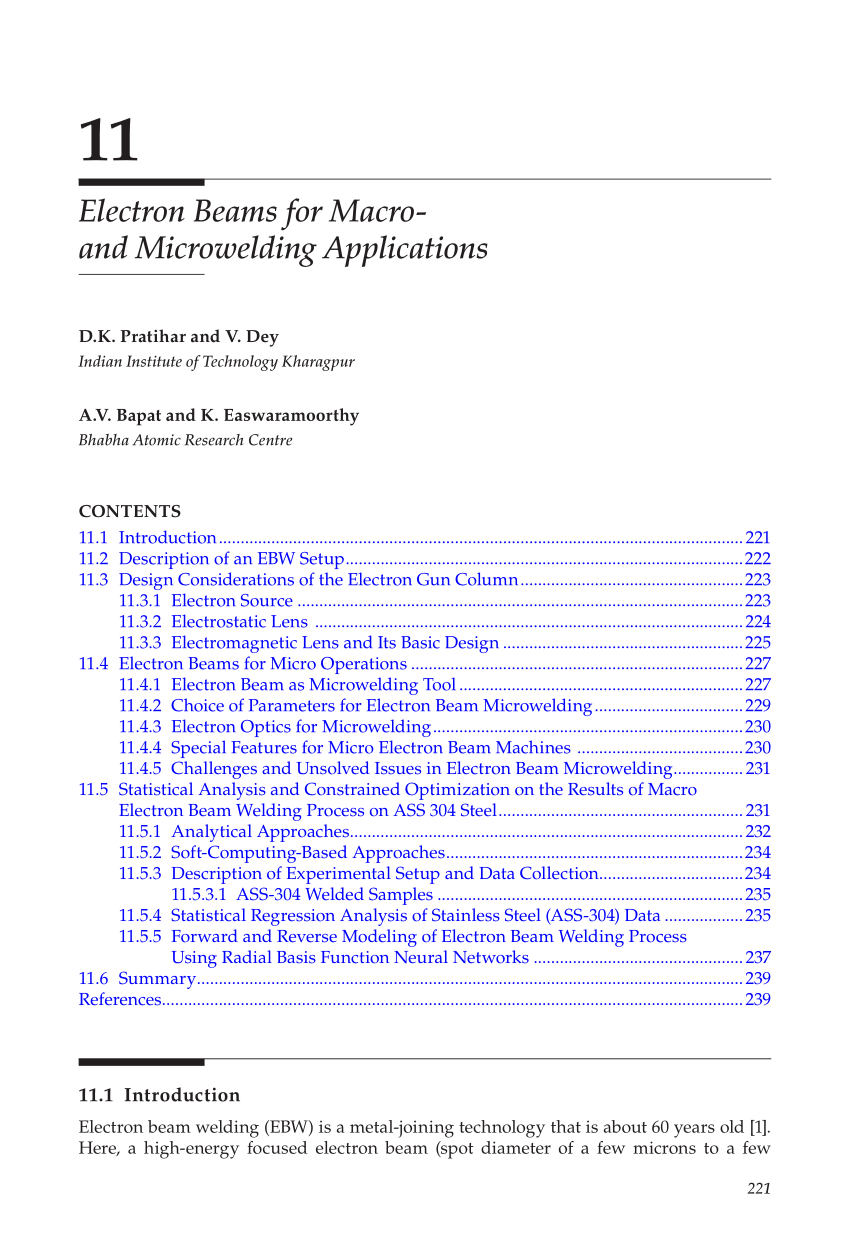
The higher the vacuum the less amount of contamination and residual gasses will be present when the welding occurs.
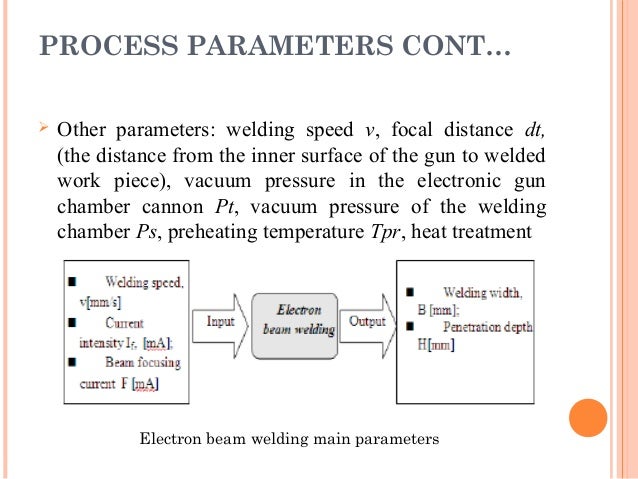
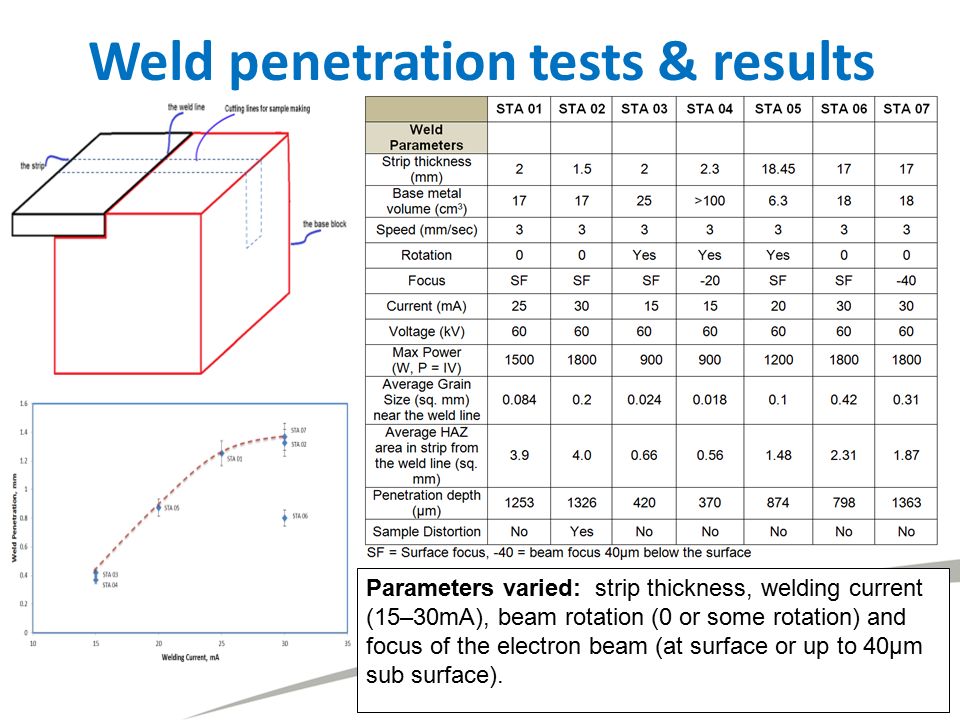
Electron beam welding process parameters.

Electron Beam Welding
Pdf Electron Beams For Macro And Micro Welding Applications

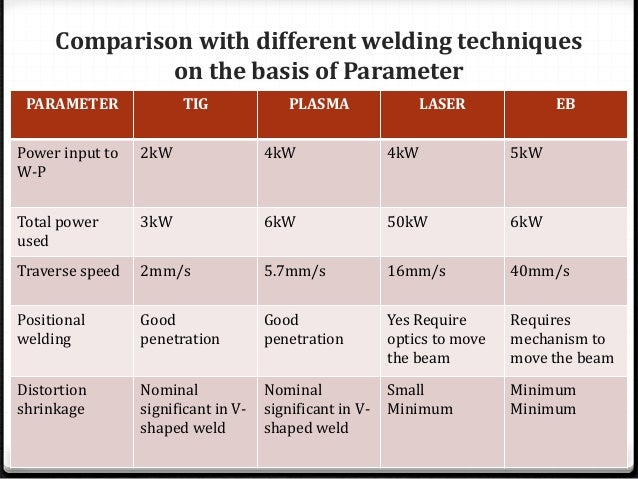
Pdf Parameters Used For Electron Beam Welding A Comparative Study
The Electron Beam Welding Process Explained Ebpglobal
Electron Beam Welding Ebw Basics

Determination Of The Influence Of Welding Parameters On The Efficiency Of Electron Beam Welding By Measurement Of Backscattered Electrons Sciencedirect

Electron Beam Welding A Process B Keyhole Kou 2003 Download Scientific Diagram

Electron Beam Welding An Overview Sciencedirect Topics
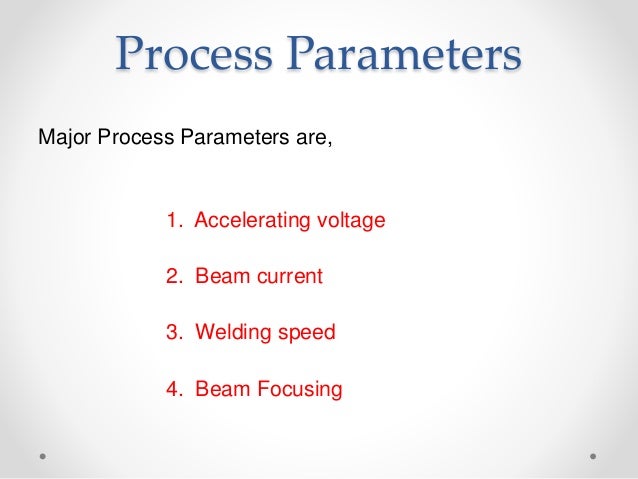
Electron Beam Machining Overview

Using Cameras To Monitor Electron Beam Welding

Mechanciatech Com

Beamalloy Inc Electron Beam Welding In Houston Tx
Electron Beam Welding
Strategies To Improve Electron Beam Weld Quality For Isis Ts2 Targets Arghya Dey And Leslie Jones Target Design Group Isis Stfc Ral Ppt Download
Electron Beam Welding Welding Technology 4 3 Electron Beam Welding Ppt Download
Pdf Experience On Electron Beam Welding

14 Schematic Diagram For Electron Beam Welding Download Scientific Diagram

Laser Welding Technique Source Download Scientific Diagram
1
Comparison Between Arc Partial Penetration Electron Beam And Full Download Scientific Diagram

Benefits Of Using Laser Beam Welding With Electron Beam Welding
Electron Beams For Macro And Microwelding Applications

Pdf Controlling The Electron Beam Focus Regime And Monitoring The Keyhole In Electron Beam Welding

Using Laser Beam Welding With Electron Beam Welding For Complex Geometry And Superior Metallurgy Fabricating And Metalworking
Source : pinterest.com
